ATO涂魔师非接触干湿膜膜厚分析仪与传统膜厚仪对比
摘要:ATO涂魔师非接触干湿膜膜厚分析仪成熟应用于铝型材行业,涂魔师无损测厚设备具有精度更高和重复性更好等优势,能够协助生产厂家找出工艺问题(如喷枪堵塞),分析异常的膜厚数据快速判断是原料还是喷涂设备出现问题,从而提高喷涂工艺稳定性,有效减少产品质量缺陷,最终协助厂家进行来料检验、对比产品品质差异等工序。
摘要:ATO涂魔师非接触干湿膜膜厚分析仪成熟应用于铝型材行业,涂魔师无损测厚设备具有精度更高和重复性更好等优势,能够协助生产厂家找出工艺问题(如喷枪堵塞),分析异常的膜厚数据快速判断是原料还是喷涂设备出现问题,从而提高喷涂工艺稳定性,有效减少产品质量缺陷,最终协助厂家进行来料检验、对比产品品质差异等工序。
精准把控喷涂工艺的每个环节,对于稳定工艺质量十分重要。例如,若铝型材生产厂家缺乏有效控制铝型材表面涂层厚度手段,就容易造成产品色差、杂质颗粒、桔皮、严重肌状皱纹、流挂等质量缺陷,导致外观质量及性能不佳。此时,厂家不得不根据实际情况进行多次返工调整,大大增加了人力物力及生产成本。
生产厂家需要借助可靠的测厚方法检测产品表面涂层厚度,同时对工艺流程进行统计及溯源,才能有效及时发现生产过程哪个环节出现问题(如喷枪堵塞、没有调整好喷粉设备参数),并在出现生产缺陷前找出形成原因及解决方法,降低因膜厚不均匀导致的返工工艺,提升生产速度和品质,这正是保证铝型材表面粉末喷涂质量的关键。
 点击图片放大查看
点击图片放大查看
测试固化前膜厚的好处——避免出现产品质量缺陷
1. 如果涂层太薄,不能有效覆盖底材,影响色差和光泽和耐腐蚀等性能;涂层太厚,造成流挂或电离排斥现象,导致涂层表面出现桔皮或蜂窝状;
2. 面对高昂的粉末涂料成本,通过实时检测涂层厚度,有效降低生产成本;
3. 影响涂层耐酸、碱、盐介质和耐水等产品性能;
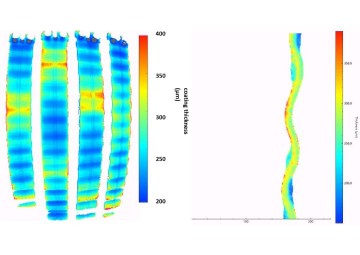
测试膜厚均匀性的好处——及时发现生产环节及喷涂设备出现隐患
检测产品涂层喷涂是否均匀,有助于:
1. 保证色调一致、行程重叠、覆盖率合格,降低返工率;
2. 及时发现喷枪堵塞、文丘里管磨损、输送链挤动、流化桶局部堵塞等情况;
3. 协助调整喷涂设备或工艺参数,如体积电阻、电压、移动速度等;
列举市面上多种测厚技术
一、接触式膜厚仪
目前大多数传统测厚仪属于接触式或者破坏式有损测量,并且且测试速度慢和测量繁琐,多适合于抽样检测。只有等待涂层干燥后才能测量涂层厚度,测量时探头需要挤压涂层表面,所以容易造成读数产生偏差。
例如,千分尺的精度是±1微米,如果涂层厚度为12微米,测量偏差则是±8%,加上人为误差影响,大大超出了生产厂家的允许偏差范围。可见,接触式千分尺不能作为有效可靠的测厚方法。
其他接触式测厚仪还有:测量金属底材涂层厚度——采用接触式电磁感应或涡流法膜厚仪;测量非金属底材涂层厚度——采用DIN EN ISO 2808标准提及到的楔形切割法;DIN 50950标准提及到的横切法或是在特定情况下使用ISO 2808标准的接触式超声波测量设备。
但随着人们对产品质量和外观要求越来越严格,上述测量方法显然已经不能满足生产厂家的实际需求,并存在不少局限性,故不适合应用在铝型材生产。具体缺点如下:
1. 需等待膜层干燥而使工序滞后,无法在喷涂/涂布后马上得知干膜厚度;
2. 受底材的种类限制,很多材料不适用;
3. 测试方法对材料有损伤,测试成本高;
4. 无法测试曲面、弯角、小零件等复杂形状;
5. 不能在生产线上直接实时测试;
6. 不能及时发现生产环节及喷涂设备出现隐患,如喷枪堵塞、文丘里管磨损等;
二、非接触无损涂层厚度的测试方法
1) 瑞士ATO涂魔师非接触无损光热法
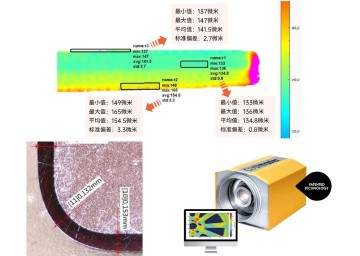
涂魔师非接触式膜厚分析仪利用涂层与底材之间的热性能差异来实现非接触无损测量涂层厚度,首先用计算机控制闪光灯对未固化的漆膜进行短暂脉冲加热。高速红外传感器记录下涂层表面随时间变化的温度,表面温度根据涂层厚度和热性能以特征动态进行衰减。利用专门开发的算法评估表面的动态温度分布情况,最后可以定量确定涂层厚度。
测量原理图解见下图,安全、简单、快速且精确测量多层涂料厚度,实现在喷涂工艺中进行非接触式无损测量。

2) β辐射的反向散射
基于β辐射反向散射法(DIN EN ISO 3543),使用同位素源产生的高能电子照射待测涂层。由于多次散射过程(后向散射),一些入射的电子在入射侧离开该涂层。反向散射率,即放置在后半空间中的辐射检测器的脉冲率,可用作涂层厚度的度量参数。
3) X射线荧光法
在X射线荧光法(标准DIN EN ISO 3497)中,通过X射线照射来激发涂层以发射荧光辐射。在该方法中,光子的数量用作涂层厚度的度量参数。它主要用于测试电子,半导体和珠宝行业的金属涂层。
4) 光干涉
其余使用光学干涉原理(椭圆光度法和反射计)。用白光或红外光横向(椭圆光度法)或垂直(反射光度法)照射待测涂层。根据折射率,部分入射辐射再次被反射。 从表面和边界表面反射的光由于不同的传播时间而导致干涉图案,这可用作评估涂层厚度。 光学干涉方法只能用于光学透明涂层,主要用于研究纳米范围内的薄层。
比较上述几种非接触式无损测量方法,除了ATO涂魔师非接触膜厚分析仪,其他的无损测量方法都需要激发辐射来进行测厚,对人体存在潜在危险性和伤害性,测量时需要工作人员实行相应的保护措施,如在隔离室中采用X射线荧光法。因此,ATO涂魔师非接触膜厚分析仪对人体无危害性的特点应作为优先选择测量方案。
此外,ATO涂魔师非接触膜厚分析仪能够安全、简单、快速且精确测量涂层厚度,实现在喷涂工艺中进行非接触式无损测量,帮助企业高效保证产品质量,减少材料消耗,节省生产成本:
1. 不限测试底材,木材、橡胶、塑料、玻璃、混凝土等底材均可高精度测出涂层膜厚;
2. 不限涂层种类,油漆、粉末涂料、粘胶剂、润滑油、胶水等都适用;
3. 适应各种不规则和外形复杂工件;
4. 实时在产线上监测膜厚,数据100%存档;
5. 在固化前测出干膜厚度,及时调整喷枪距离、出粉量等参数,提高膜厚均匀性及色调一致性。及时发现喷枪堵塞等设备失效问题并和调整工艺参数。
对比测试研究——传统磁感应接触方法 VS ATO涂魔师非接触膜厚分析仪
第一组用ATO涂魔师非接触膜厚分析仪测试;第二组用传统磁性膜厚仪方法测量未固化的天花板粉末涂层厚度,测试读数由电脑记录。
由下图的测试数据可知,他们具有很好的一致性。(红点为传统磁性膜厚仪方法,蓝点为ATO涂魔师非接触膜厚分析仪)

传统磁感应方法与ATO涂魔师非接触膜厚分析仪的测量偏差进行对比测试

由上图的测试数据可知,传统磁感应方法比ATO涂魔师非接触膜厚分析仪的测量偏差要大,数据可靠性要低。而新型非接触无损检测技术测量的数据更精确可靠,可以协助生产厂家做出正确的判断和优化生产工艺。
案例分析
国内某知名铝型材制造商使用涡流式测厚仪对固化后铝型材进行涂层测厚,发现喷涂质量不佳,有些面涂层厚度不均匀,需要重复大量返工工序。

用户使用ATO涂魔师非接触膜厚分析仪后与干膜测厚仪进行对比测试,发现对铝型材上相同位置测试数据接近,且ATO涂魔师非接触膜厚分析仪重复性和精度要更好;
测试过程:
使用两种测量仪器都第一点的大致相同位置进行测厚



测试数据:
测试点 | 涂魔师 | 平均值 | 涡流式干膜测厚仪 | 平均值 | ||||
第一点 | 89.8 | 88.6 | 82.9 | 87.10 | 88 | 84 | 77 | 83.00 |
第二点 | 60.7 | 64.6 | 62.8 | 62.70 | 60 | 54 | 56 | 56.67 |
第三点 | 82.9 | 90.2 | 90.2 | 87.77 | 82 | 76 | 78 | 78.67 |
用户使用ATO涂魔师非接触膜厚分析仪代替干膜测厚仪后发现,可以通过测试湿膜厚度即时得出干膜厚度,及时发现喷枪堵塞和及时得知工人有没有调整好喷粉设备的生产问题,大大减少了返工工艺,节省生产成本!
无损测厚设备对于生产厂家的重要性
综述,精度更高和重复性更好的无损测厚设备能够协助生产厂家找出工艺问题(如喷枪堵塞),分析异常的膜厚数据快速判断是原料还是喷涂设备出现问题,从而提高喷涂工艺稳定性,有效减少产品质量缺陷,最终协助厂家进行来料检验、对比产品品质差异等工序。


留言-关于[ ATO涂魔师非接触干湿膜膜厚分析仪与传统膜厚仪对比 ]您还想了解什么?