瑞士涂魔师ATO非接触膜厚分析系统 智慧高效监控涂装工艺
摘要:相比于传统非接触式测厚仪,涂魔师ATO测厚技术明显降低了仪器维护成本,而且涂魔师能更加快速、精准和简单测厚,无需严格控制样品与测厚仪器之间的测试角度和距离,即使是细小部位、弯角、产品边缘、凹槽等难测部位也能精准测厚,并且对操作人员的专业要求低。
摘要:相比于传统非接触式测厚仪,涂魔师ATO测厚技术明显降低了仪器维护成本,而且涂魔师能更加快速、精准和简单测厚,无需严格控制样品与测厚仪器之间的测试角度和距离,即使是细小部位、弯角、产品边缘、凹槽等难测部位也能精准测厚,并且对操作人员的专业要求低。
1.传统非接触式涂层厚度测量方法
当物质受到光、声波、辐射等激发时,物质会吸收一部分能量转化为热能。 基于该原理能通过光源照射待测基材来测量其光热反应(红外辐射),从而确定基材上的涂层厚度。
图1展示了样品被激发光源照射时发生的光热反应现象。 除了特殊发光材料外,照射激发的光能主要转化为热能,造成样品表面温度发生变化。

如图2所示,有几种光热反应的测量方法。例如:检测样品表面红外辐射的光热辐射法、利用麦克风以声波形式检测样品周围气体的热膨胀方法(麦克风光声法)、利用压电元件检测热弹性波的压电元件法、利用光学干涉系统中的光学探头检测热膨胀引起表面位移的光热位移测量法等。

光干涉法和光束偏振法是通过将激光束照射到样品表面,用光束位置传感器检测反射光因光热位移而产生的反射角变化来测量涂层厚度,如图3所示。

但采用激光束的测厚方法要求样品与测厚仪器的测量距离较短,且照射激光束要垂直于样品表面。当待测样品在涂装生产线上的吊架或传送带上运动时,运动中的物体容易碰撞探头,所以产线上的在线测厚仪器需要满足测试距离较长并且测试角度容差大的技术需求。激光束的测厚方法明显不满足这要求。
此外,考虑到激光束强度的危害性,操作人员要拥有相关专业技能,以及激光仪器的维护费用较高。使用激光束测厚方法不利于对大批量产品进行涂装工艺。
2.涂魔师ATO非接触无损膜厚分析技术
如图4所示,涂魔师采用ATO光热法专利技术;该项技术采用氙灯安全光源代替激光束进行激发,并以脉冲方式短暂加热待测涂层,内置高速红外传感器将记录涂层表面温度分布并生成温度衰减曲线,最后利用专门研发的算法分析表面动态温度曲线计算待测涂层厚度。

通常,涂层厚度越大,反应时间越长(例如1-2秒);涂层厚度越小,反应时间越短(例如0.02-0.3秒),如图5所示。

相比于传统非接触式测厚仪,涂魔师ATO测厚技术明显降低了仪器维护成本,而且涂魔师能更加快速、精准和简单测厚,无需严格控制样品与测厚仪器之间的测试角度和距离,即使是细小部位、弯角、产品边缘、凹槽等难测部位也能精准测厚,并且对操作人员的专业要求低。
另外,涂魔师容易集成到涂装系统中,与机械臂或其他移动装置配合使用能方便精准测量工件膜厚,实现不间断连续膜厚监控,提高生产效率。
3.粉末涂料的应用实例
涂魔师非接触膜厚分析仪器不仅适用于测量粉末涂层厚度,还能精准测量液体涂料、粘胶剂、热喷涂、润滑涂层等多种涂层类型的膜厚。
对于粉末涂料涂装,未固化涂层厚度与固化后膜厚差异通常相差约1%~3%,而涂魔师测厚系统能自动计算并补偿该差值,因此涂魔师能在产品进入烤炉前精准测量未固化涂层实时得出干膜厚度,无需等到粉末涂层固化后才进行测厚。
目前大多数厂家使用涡流法、电磁感应法等干膜测厚仪测量粉末涂料膜厚,他们要等到产品进入烤炉完全固化涂层后才能接触测厚。如果等到涂层固化后才发现膜厚值不能满足合格范围,则需要进行返工,时效性和生产效率与成本都不符合经济效益。
使用涂魔师非接触膜厚分析系统能轻松解决上述问题。涂魔师不仅能非接触、非破坏性、无损测厚,而且在涂层未固化(湿膜)状态下就能快速精准得出干膜厚度,高效协助生产厂家及时调整喷涂参数、降低不良率、稳定涂装质量并节省涂料用量。
4.其他应用实例
除了测量粉末涂层厚度,涂魔师也能精准测量液体涂料漆膜厚度;金属、碳纤维、MDF中纤板、橡胶、硅片等基材上润滑涂层、粘合剂等涂层厚度;柔性印刷电路板上导体油墨膜厚等等。
5.涂魔师所有机型(图6)
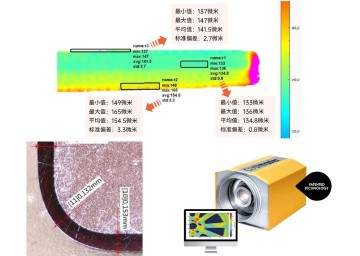
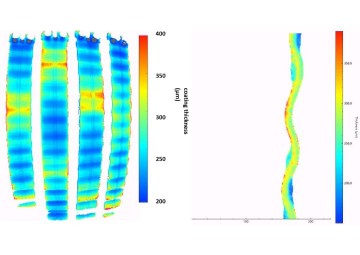
涂魔师共有四种型号:"涂魔师 FLEX手持非接触式膜厚分析仪";"涂魔师 ATLINE实验室型非接触式膜厚测量系统";"涂魔师 INLINE在线式膜厚分析系统",与机器臂配备使用能自动测厚;"涂魔师3D 整体膜厚成像测厚系统",3D系统能一次性测量产品整体膜厚真实分布情况,并以热量成像模式显示测量结果。

6. 涂魔师的测量可靠性符合AIAG(MSA)/ IATF16949标准
随着ISO9001:2008标准普及,越来越多涂装厂家要求在生产现场测量与控制产品涂层厚度,或者需要在涂装工艺全过程记录与存档膜厚数据,然后从测量数据中运用各种统计方法持续对产品进行质量控制。 此外,涂装部门也需要定期检查和校准正在使用的测量系统。
由于现场测量条件、测量方法、操作工人对测量的熟练程度都存在差异性,故事先对测量系统的可靠性进行检查和确认其测量结果的重复性和再现性。
汽车工业行动组(AIAG)是由通用汽车、克莱斯勒、福特、卡特彼勒等美国主要汽车制造商于1982年成立。 随后,AIAG在ISO/TS 16949系列汽车行业质量管理标准的基础上制定了新的AIAG(MSA)/IATF 16949标准,因此ISO/TS 16949于2018年9月18日停止使用。
在日本,丰田汽车、日产汽车、本田汽车等知名汽车企业都执行该标准。在AIAG(MSA)/IATF16949中,测量系统的重复性和再现性(GR&R)被定义为测量系统可靠性的分析方法。
本文将不对测量数据的变化作出详细解释,其中该分析方法定义了: "EV"=重复性(测量系统差异);"AV"=再现性(操作者差异);"PV"=过程差异之和,GR&R=SQRT(EV^2+AV^2)。在该方法中,GR&R≤10%视为合格,10% ≤GR&R<30%视为可以接受(此时考虑被测量特征的重要程度和测量成本等因素,同时需要得到客户认可),30%≤GR&R视为不合格,测量系统需要改进。
涂魔师非接触测厚系统的GR&R≤10%,视为合格。
7.非接触式涂层厚度的ISO和JIS测量标准
粉末涂料膜厚的测量标准为ISO 2808:2007第4版《涂料和清漆--漆膜厚度的测定标准》,该标准由日本涂料制造商协会(JPMA)和日本标准协会(JSA)共同提出。
根据日本涂料工业协会(JPMA)和日本标准协会(JSA)提出的建议,JIS K5600《涂料的试验方法-第1部分:通则》最终发布为JIS K 5600-1-7:2014《涂料的试验方法-第1部分:通则》。
其中,JIS K 5600-1-7:2014 标准中的附件C "利用热性能测量方法",详细说明了利用光热原理的非接触涂层厚度测量方法。这是以ISO 2808:2019中的"§4.4光热法 "作为依据。
在标准 “ISO 2808-2007 油漆与清漆的膜厚测量”中,附件A展示了几种湿膜测厚方法的精度对比。如下图可见,精度最差的是梳齿仪,精度最高的是光热法,而采用光热法的涂魔师非接触测厚系统测量精度可达到0.2%。

参考文献
( 1)I SO 2808:2007 Edition 4 "Paints and varnishes - Determination of film thickness"
( 2)J IS K5600「塗装―一般試験方法 第一部:通則(Testing methods for paints-Part 1: General rule)
(3)E N 15042-2 "Thickness Measurement of Coatings and Characterization of Surface with Surface Wave Part 2: Guide to the thickness measurement of coating by photothermic Method"
( 4)高 松弘行、吉田尚幸、綱木英俊:計測と制御、37(6)、(1998)


留言-关于[ 瑞士涂魔师ATO非接触膜厚分析系统 智慧高效监控涂装工艺 ]您还想了解什么?