涂魔师非接触式测厚技术,精准检测粉末涂装尖锐边缘固化前的膜厚情况
摘要:对于零部件凹凸或弯曲等形状复杂部位,精确测量其涂层厚度并控制在合格范围内,这无疑对大多数涂装车间是一项技术上的挑战。现在,来自瑞士测厚技术的涂魔师能实现在线测未固化的涂层实时得出干膜厚度的功能。
摘要:对于零部件凹凸或弯曲等形状复杂部位,精确测量其涂层厚度并控制在合格范围内,这无疑对大多数涂装车间是一项技术上的挑战。现在,来自瑞士测厚技术的涂魔师能实现在线测未固化的涂层实时得出干膜厚度的功能。
粉末涂料由于具有优越的机械性能和无溶剂特性,日益受到人们的青睐。涂层表面经粉末涂装后,不仅具有高质量的外观,而且具有多种功能特性,其中最重要包括防腐蚀性和电气绝缘性,关键是需要把粉末涂料膜厚控制在规定范围内才能实现这些性能,此时选用精准且使用简便的膜厚检测设备是至关重要的。来自瑞士的非接触式无损测厚设备涂魔师正是符合该理念的新型设备,它实现了在线测未固化的粉末涂料实时得出干膜厚度的功能。
对于零部件凹凸或弯曲等形状复杂部位,精确测量其涂层厚度并控制在合格范围内,这无疑对大多数涂装车间是一项技术上的挑战。在粉末涂装期间,影响粉末颗粒运动主要有三种物理效应:静电力、空气动力和重力。其中,静电力和重力对粉末颗粒的影响很容易理解,但物理学与空气动力学的相互作用则是十分复杂。本文将讲述在尖锐边缘处的粉末涂层会产生的不一样情况。

图 1: 主要影响粉末涂料的物理效应包括:a静电力、b重力、c空气动力
即使对产品进行了涂装,尖锐边缘处仍是腐蚀防护和电气绝缘的薄弱部位,因为粉末难以在尖锐边缘的形成足够的膜厚。尖锐边缘通常由钣金件的机械或激光切割而成。如果通过喷砂或打磨使尖锐边缘变圆滑,可以有效解决涂层覆盖不良的问题。当粉末涂料经高温软化时,边缘处的涂层由于表面张力作用出现收缩现象,涂料从边缘处流出。所以,边缘处的膜厚会低于合格膜厚范围的下限值。

图2:激光切割钣金件时会形成尖锐边缘,应在涂装前采取有效手段提高其曲率半径。
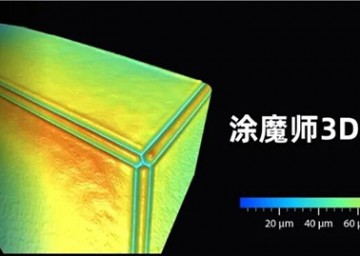
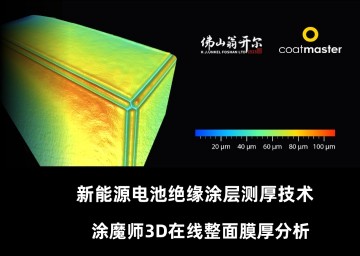
现有一项新研究表明,烘干前的边缘涂层厚度低于一般预估膜厚。在研究实验中,同时对不同曲率半径(5mm和0.5mm)的两个基材进行粉末涂装(RAL 2008, smooth finish)。首先将高压喷枪放在距离物体50厘米处,设置电压为50kV和输送空气气流为xx l/min,然后进行粉末涂装。在涂层固化前使用涂魔师 3D非接触式成像测厚系统测量涂层厚度,最终获得整个样板的膜厚分布图像。膜厚分布图像面积是25毫米x 25毫米,空间分辨率为100微米。

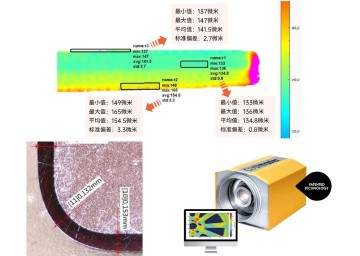
图3:使用涂魔师 3D Atline非接触式成像测厚系统,记录不同曲率半径基材的涂层厚度分布情况
从涂魔师 3D Atline膜厚分布图(图3)可以看出,其后半部分是曲率半径为5mm基材的涂层厚度分布情况,该边缘区域的涂层厚度大约比侧面的涂层厚度高40%。而另一样情况,边缘的曲率半径为0.5mm的基材,其边缘区域的涂层厚度比周边区域的涂层厚度低20%左右。
圆滑的边缘涂层厚度偏高是因为喷枪和接地零件之间产生静电效应,带电的粉末颗粒沿电场线加速运动,到达边缘处并沉降下来。对于尖锐的边缘涂层厚度偏小,除了受静电力影响之外,空气动力才是主要的影响因素。当空气围绕尖锐边缘流动时,气流会自行分离,形成明显的低压区。根据伯努利效应,这与边缘处流动速度明显加快有关。因此,在尖锐边缘附近的空气动力大于静电力,粉末颗粒不会沉降在基材上。
除了边缘因素,流体力学也是粉末涂料防腐蚀和电气绝缘薄弱部位形成的主要原因。现有一项研究正在进行,目的是优化功能性粉末涂料的流动性,认为涂层材料既可以从边缘流走(classical edge alignment),也可以流向边缘(edge feed)。3D成像涂层厚度测量技术对于涂装材料的发展起着至关重要的作用,能高效协助改善涂装材料在边缘覆盖的难题,从而提高涂装材料的腐蚀防护和电气绝缘性。


留言-关于[ 涂魔师非接触式测厚技术,精准检测粉末涂装尖锐边缘固化前的膜厚情况 ]您还想了解什么?