涂魔师ATO在生产线上非接触实时测量粘胶剂涂层厚度,保证产品质量合格——汽车扭矩减振器 应用
摘要:涂魔师ATO在生产线上实现非接触实时测量汽车零部件粘胶剂的涂层厚度,保证产品质量合格。汽车扭振减振器是汽车的重要零部件,
摘要:涂魔师ATO在生产线上实现非接触实时测量汽车零部件粘胶剂的涂层厚度,保证产品质量合格。汽车扭振减振器是汽车的重要零部件,
Winkelmann Group公司总部位于威斯特伐利亚州的Ahlen,在波兰、土耳其和中国都设有分支,营业额超过5亿欧元,拥有近4000名员工。Winkelmann Powertrain Components GmbH&Co.KG主要生产汽车内燃机的扭矩减振器,其作用是减少径向振动, 降低曲轴扭转振动振幅。
这些振动是由活塞到曲轴的间歇性动力传递所引起的。它们会产生短期扭矩峰值,导致变速箱发出噪音和发生磨损。此外,他们会对曲轴施加压力,这可能导致扭转断裂。扭振减振器的任务是抑制这些振动。它们是由减振器环和轮毂以及中间橡胶元件所组成。
在扭振减振器的生产过程中,在减振器环和轮毂与橡胶接触面涂上粘胶剂前需要经过特殊的预处理,随后的硫化过程是为了使减振器环、橡胶涂层和轮毂之间形成永久的粘接。
粘胶剂涂层厚度作为质量标准
粘胶剂涂层厚度通常在微米范围内,并有相应的合格范围。如果涂层厚度低于合格下限值,则会可能导致橡胶和金属接头的粘接出现问题,且不能确保扭转减振器能正常运转。如果涂层涂得太厚,在组件的机械负载下,粘胶剂涂层甚至会出现破裂现象。因此,在生产过程中测量涂层厚度是保证扭转振动阻尼器能正常运行的关键环节。
对于关键质量性能参数,必须对使用的测试设备进行严格评估。为此,汽车工业中引入了质量性能参数Cg。Cg 值是根据Bosch第十版手册中的公式所计算,公式如下:

选择合适的测量设备
根据本标准,只有测量设备的Cg值大于1.33,才能保证产品质量合格。例如,合格范围为10微米,测量偏差为0.9微米,测量设备的Cg值为 0.37,则不能确保质量达到合格。传统的涡流或磁感应测厚仪测量粘胶剂涂层厚度时,在预处理和涂层表面上通常具有几微米的测量偏差。这导致Cg值远远低于1.33,而合格范围为10或20微米。因此,这些传统的测厚仪未获得质量认证。
协助优化改善工艺
Winkelmann公司的负责人得知上述标准后,努力寻找合适的测量设备。负责Ahlen工厂产品质量的工业工程师Harun Kelpetin:“我们对传统涂层厚度测量仪的测量结果不满意,一直在寻找替代方案来不断改进工艺。其中有一名员工建议使用涂魔师实时在线无损测厚系统。最终我们采纳了这个建议。”
自2014年10月起,Winkelmann Powertrain一直使用基于光热法的涂魔师无损测厚系统。内置光源对粘胶剂表面涂层进行短暂脉冲加热。通过光学元件和红外传感器对表面温度进行定量膜厚测量。
涂魔师ATO非接触测厚系统使用光源与摄影的闪光灯相似,对人体、产品和环境不会造成伤害。涂魔师专门避免使用有害光源,如激光、Beta或X-射线源。每个测量过程平均要分析100,000个温度读数,并根据这些数据得到温度曲线分布情况,最终来确定涂层厚度。
高精度非接触式膜厚测量
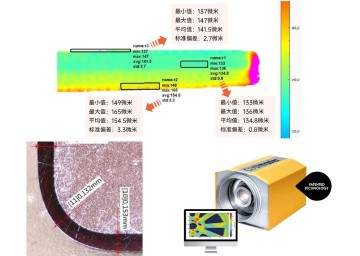
涂魔师ATO实时在线测厚系统对粘胶剂进行非接触式涂层厚度测量,测量偏差为70纳米(=0.07微米),相当于Cg值为4.5,大大满足了汽车行业的测量要求。
综上所述,当Winkelmann Powertrain 使用涂魔师ATO无损测厚系统时,由于其具有非常高的测量精度和重复性、不限测试底材、轻松测量外形复杂的零部件等优点,能高效确保与工艺质量相关的关键参数达合格范围。

涂魔师ATO光热法无损测厚系统与传统磁感应测厚法的对比测试


留言-关于[ 涂魔师ATO在生产线上非接触实时测量粘胶剂涂层厚度,保证产品质量合格——汽车扭矩减振器 应用 ]您还想了解什么?