细小零件,产品边缘或曲面的创新涂层测厚技术!涂魔师非接触测厚仪
摘要:目前传统测厚仪在测量弯曲、细小部位、产品边缘时非常困难,数据不准确。光热法ATO技术的涂魔师非接触无损膜厚分析仪可以解决这个难题。
摘要:目前传统测厚仪在测量弯曲、细小部位、产品边缘时非常困难,数据不准确。光热法ATO技术的涂魔师非接触无损膜厚分析仪可以解决这个难题。
目前传统测厚仪在测量弯曲、细小部位、产品边缘时非常困难,数据不准确。采用光热法ATO技术的涂魔师非接触无损膜厚分析仪可以解决这个难题。
在2019年,德国涂装厂家OFTM(隶属Scherdel集团)需要对一批新的细小零部件的涂层测厚方法进行评估。

经过排除多种测厚方法后,该公司决定使用涂魔师ATO非接触测厚技术,即使是零部件上细小、形状复杂、产品边缘、不规则、弯曲等难测部位,涂魔师也能快速无损精准测量其涂层厚度。
最终,涂魔师非接触测厚技术及其手持非接触式膜厚分析仪(涂魔师 Flex)成为了测试该零件的测厚方案。

上图:使用涂魔师Flex手持非接触膜厚分析仪对新零件的涂层厚度进行非接触无损测量
突出优势
即使零部件形状不规则,测试区域很小,涂魔师也能精准定位测量点并进行非接触测厚

上图:涂魔师测试光斑的灰色阴影部分起辅助定位功能
实例展示 A
涂魔师Flex轻松精准测试其他弯曲工件的涂层厚度
视频:涂魔师Flex手持轻松测试弯曲工件上的涂层厚度
实例展示B
相比于传统电磁感应测厚仪,涂魔师Flex能精准测量产品边缘的涂层厚度
涂魔师Flex VS 传统电磁感应测厚仪

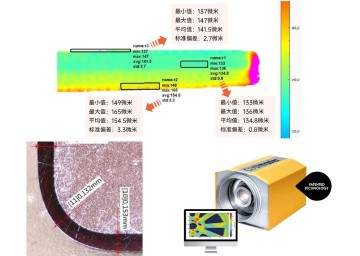
使用涂魔师和电磁感应测厚仪分别测量金属基材上厚度为6.5微米的阴极电泳漆膜;依次对样品中心区域和4个边角进行膜厚测量。(该样品是从大型金属板上剪下来的,该样品的漆膜厚度在0.2微米内波动)
视频1:磁感应膜厚仪测量金属板上阴极电泳漆膜厚度
由视频1可见:
测试结果:使用磁感应膜厚仪测量样品边角时,比中心区域的膜厚测量值要大。
产生原因:电磁感应测厚仪的探头在边缘位置的磁力线分布与离边缘更远距离位置不一样。通常,后者的测量值会与前者的测量值偏离10-20%。当测量点接近边缘、或者基材的曲率半径发生变化时,接触式测厚探头必须重新校准。
视频2:使用涂魔师 Flex依次对样品中心区域和4个边角进行膜厚测量
从视频2可知:
使用涂魔师Flex测量样品中心区域和边缘区域的膜厚数据差异很小。
因此,涂魔师非接触测厚技术对于不规则形状的工件和边缘膜厚也能精准测量。
其中,EN ISO 2808和EN ISO 3882等测试标准详细介绍了公认的膜厚测量方法,下表1汇总的测试标准对于OFTM公司选择测厚方法起着决定性作用。

OFTM公司借助上述些测量要求排除了几款不适用的测量方法:
1. 考虑到新零件的涂层材料,排除了β背向散射和X射线光谱法等测量方法。
2. 根据基材种类进行了一系列的复杂测厚实验,证实了磁感应和涡流测厚方法的精度和重复性不够好,无法达到汽车对测厚设备的测量精度要求。
01 与传统测厚相比,为何选择涂魔师
以前,大多数厂家使用传统的磁感应干膜测量方法进行膜厚接触式测量。但这种测厚方法只能等到涂层烘干后才能测量膜厚,并且测量结果受到涂层表面的粗糙度、弯曲程度和边缘效应等因素影响。
为了弥补上述测厚方法的不足,下文将详细介绍基于光热法(ATO)的非接触测厚方法——涂魔师。
光热法与传统干膜测厚技术的对比

02 涂魔师非接触测厚技术
涂魔师采用的是非接触式无损测量方法,涂装工人能在产品进入烤炉前,涂层仍是未固化状态下立即进行膜厚测量,实时获取干膜厚度。测量时无需严格控制测量角度和距离,形状复杂不规则的工件也能精准测厚。

借助高精度和重复性好的测量数据,涂装厂家能实现对涂装工艺的高效监控,及时调整涂装设备的多个喷涂参数。
03 涂魔师便携测厚技术取代了复杂测试步骤
涂魔师的测量原理是基于对待测涂层表面进行短暂脉冲加热,利用红外传感器测量温度衰减曲线,最终定量确定涂层厚度。涂魔师Flex的测量数据和应用自动储存在云端。
生产厂家使用涂魔师Flex不仅可以用作发货质量监管,也可以用作统计过程控制(SPC)。此外,涂魔师可以代替耗时长的显微镜测厚方法,无需损耗样品,涂魔师1秒内完成测试,因此可用于连续的膜厚测试。
另外,使用涂魔师能更快更高效对涂装工艺进行膜厚检测与监控,最大程度上降低膜厚波动范围,实现生产资源优化最大化,从而降低生产成本。



留言-关于[ 细小零件,产品边缘或曲面的创新涂层测厚技术!涂魔师非接触测厚仪 ]您还想了解什么?